Kaizen is a method from innovation management and describes methods and tools for designing improvements in (production) processes. In German usage, the term “continuous improvement process” (CIP) has also become established. This is synonymous with Kaizen. Kaizen comes from the Japanese and was already described in 1986 by Masaaki Imai in his book “Kaizen: The Key to Japanese Competitive Success”. Thereby the word stands for:
KAI
Japanese for “change”
ZEN
Japanese for “improve”
CIP, or Kaizen, originally comes from series production and has its roots in the manufacture of automobiles. Even today, the automotive industry is a pioneer and has its own standards, such as IATF16969. In the meantime, however, Kaizen has also arrived in other industries and even extends to the service industry or to administrative processes.
Kaizen has a positive impact on the competitiveness of manufacturing companies and is considered an important pillar to ensure this. Through many small changes, a successive, never-ending improvement of individual processes, tools, equipment, materials and much more takes place. As a result, the company is constantly evolving, can reduce its manufacturing costs, increase product quality, promote employee motivation and, ultimately, keep increasing customer enthusiasm. In this blog post, we would like to show you the core elements and methods of Kaizen and how digital tools can simplify your continuous improvement process.
Kaizen is built on certain guiding principles that describe the goals of the continuous improvement process:
Dabei geht es im Kaizen nicht um sprunghafte Prozessverbesserungen, sondern eher um kleinteilige, schrittweise Optimierung und Perfektionierung von Prozessen, Methoden oder Produkten. Es steht auch nicht nur der finanzielle Aspekt von Verbesserungen im Fokus, sondern auch die Steigerung der Qualität von Produkten und Prozessen.
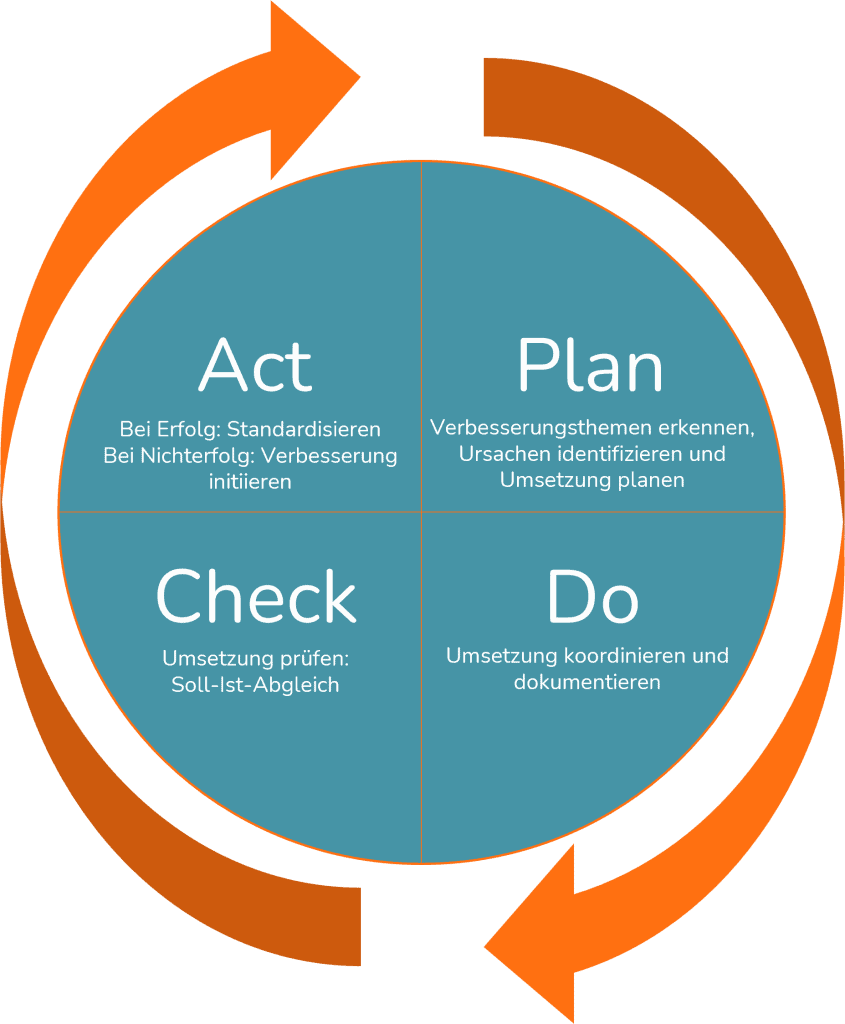
The PDCA cycle, also known as the Deming cycle, sounds very technical at first. Basically, an improvement (if successfully implemented) always consists of four steps, which are structured as a control loop.
Kaizen is based on five central pillars:
The ideal in Kaizen is to promote active, qualified, self-reliant and creative employees. In the best case, this is done in combinations with a system for employee motivation and employee participation in the success of process improvements.
In everyday work, a variety of methods and tools have emerged that can be used for Kaizen:
In all methods, measurability of process variables plays a major role. Without this actual recording, problems cannot be identified and proactively addressed. The sensor in the control loop is simply missing. This sensor can be created by digital tools. By recording actual cycle times, duration of individual work steps, error reaction times, reasons for errors and many other data, a data collection can be built up through which a wide range of problems can be identified. This database is also required in the PDAC “Check” cycle in order to validate successes with measurable data.
Worker assistance systems that divide a work step into small work steps and provide the worker with corresponding instructions are particularly useful for improving assembly processes. These can be standardized and the individual times or error messages of these work steps can be evaluated and optimized. This results in a comprehensive database and process improvements can be delivered as new work steps anywhere quickly and easily at the push of a button. This also enables fast A/B tests of new work steps and valid measurement of the results achieved.